What is a Mechanical Seal? A Complete Guide for 2026
Walk into any pump room in an industrial plant.
You'll hear the hum of centrifugal pumps.
Feel the heat.
Smell the process fluid.
Now look closely at where the rotating shaft exits the pump casing.
That gap right there?
That's where millions of litres of process fluid leak every year across industrial plants worldwide.
That's where production stops, maintenance teams scramble, and plant managers lose sleep.
And that's exactly where a mechanical seal earns its place.
If you're an engineer, maintenance professional, or industrial buyer trying to understand mechanical seals from the ground up, you're in the right place.
By the end of this guide, you'll know:
-
What a mechanical seal is and why it matters
-
How a mechanical seal works, step by step
-
The main parts and components of a mechanical seal
-
Different types of mechanical seals and when to use each
-
Where mechanical seals are used across industries
-
Why mechanical seals outperform traditional gland packing
-
Common causes of mechanical seal failure
-
How to choose the right seal for your application
Let's start from the beginning.
What is a mechanical seal?

A mechanical seal is a sealing device used to prevent fluid leakage between a rotating shaft and the stationary housing of equipment such as pumps, compressors, mixers, and agitators.
It works by creating a controlled sealing interface between two precision-engineered faces, one rotating with the shaft and the other fixed to the equipment housing. These faces are held together under spring force, allowing the equipment to operate while minimizing fluid leakage and preventing external contamination.
Mechanical seals are widely used across industries because they provide reliable sealing performance, reduce maintenance requirements, improve safety, and support compliance with environmental regulations.
The result is a sealed system that keeps process fluids contained while protecting critical equipment components from wear and damage.
Why are mechanical seals important?
Mechanical seals play a critical role in maintaining the safety, efficiency, and reliability of industrial equipment. Without an effective sealing solution, fluid leakage can lead to product loss, equipment damage, environmental risks, and increased maintenance costs.
Here are some of the key reasons why mechanical seals are important.
Leakage prevention
Even a small shaft leak can result in significant fluid loss over time.
In applications involving corrosive chemicals, flammable hydrocarbons, or toxic process fluids, leakage is not just a maintenance issue. It can become a serious safety and environmental concern.
Mechanical seals are designed to minimize leakage and help keep process fluids safely contained within the equipment.
Equipment protection
Fluid leakage can damage nearby components such as bearings, shafts, and housings.
When process fluids enter bearing assemblies or other critical areas, they can cause corrosion, overheating, contamination, and premature equipment failure.
A properly functioning mechanical seal helps protect these components and supports longer equipment life.
Regulatory compliance
Many industries operate under strict environmental and safety regulations.
Standards such as API 682, ATEX, and pharmaceutical GMP guidelines require facilities to minimize fugitive emissions and maintain safe operating conditions.
Mechanical seals help organizations meet these requirements by providing reliable sealing performance with minimal leakage.
Lower maintenance costs
Traditional sealing methods often require frequent adjustment, inspection, and replacement.
Mechanical seals are designed for long-term operation with minimal maintenance, helping reduce labour requirements and maintenance-related downtime.
Over the life of the equipment, these savings can significantly lower operating costs.
Improved operational reliability
Unplanned equipment failures can disrupt production schedules and increase operating expenses.
By reducing leakage and protecting critical equipment components, mechanical seals contribute to more reliable plant operations and fewer unexpected shutdowns.
A single centrifugal pump with worn gland packing can lose anywhere from a slow drip to several litres of fluid per hour.
Multiply that across dozens of pumps in a facility, and the impact on product loss, maintenance workload, and environmental compliance becomes substantial.
Mechanical seals help eliminate these challenges, making them an essential component in modern industrial equipment.
Mechanical seal vs traditional gland packing

For decades, rotating equipment used gland packing, a braided fibrous rope compressed around the shaft and tightened by a gland nut.
It worked. Sort of.
Limitations of gland packing
❌ Gland packing leaks by design. A controlled drip is considered "acceptable."
❌ It requires regular tightening. Too tight and it damages the shaft sleeve.
❌ It generates friction and heat directly on the shaft surface.
❌ It wears both the packing and the shaft sleeve, leading to frequent replacement of both.
❌ It cannot meet modern zero-emission or safety standards.
Advantages of mechanical seals
Mechanical seals changed the game entirely.
✅ Near-zero leakage, even with hazardous or toxic process fluids.
✅ No constant adjustment or manual tightening.
✅ Significantly lower friction and shaft sleeve wear.
✅ Suitable for a wide range of pressures, temperatures, and fluid types.
✅ Designed to meet API 682, ATEX, ISO 21049, and pharmaceutical compliance requirements.
Mechanical seal vs gland packing: quick comparison
|
Feature |
Mechanical Seal |
Gland Packing |
|
Leakage |
Near-zero leakage |
Controlled leakage |
|
Maintenance |
Low |
High |
|
Shaft Wear |
Minimal |
Higher |
|
Energy Efficiency |
Better |
Lower |
|
Operating Life |
Longer |
Shorter |
|
Environmental Compliance |
Excellent |
Limited |
|
Initial Cost |
Higher |
Lower |
Is gland packing still used today?
Yes, gland packing still has a place in certain low-pressure, low-speed, and non-critical applications where cost is the primary concern.
However, for most modern industrial pumps, compressors, mixers, and other rotating equipment, mechanical seals are the preferred choice because they provide better reliability, improved safety, lower maintenance requirements, and superior long-term performance.
How do mechanical seals work?

Let me share an analogy that makes this click instantly.
Take two pieces of wet, polished glass. Press them face-to-face.
Now try to pour water through that joint.
You can't.

The surfaces are so flat, so smooth, and so close together that the thin fluid film between them acts as a seal itself.
That's the working principle of a mechanical seal.
Two precision-lapped flat faces, one rotating with the shaft and one held stationary, press together under spring load. A microscopic fluid film forms between those faces. It's thin enough to prevent significant leakage but thick enough to lubricate and cool the faces during operation.
Spring load + flat faces + fluid film = a functioning mechanical seal.
The engineering precision involved in creating those perfectly flat faces is what makes the seal work.
Understanding the mechanical seal principle
A mechanical seal controls leakage by maintaining a delicate balance between:
-
Contact between two precision seal faces
-
Spring force that keeps the faces together
-
A microscopic fluid film that lubricates and cools the interface
When these three elements work together, the seal can operate reliably while minimizing fluid loss.
Step-by-step working process of a mechanical seal
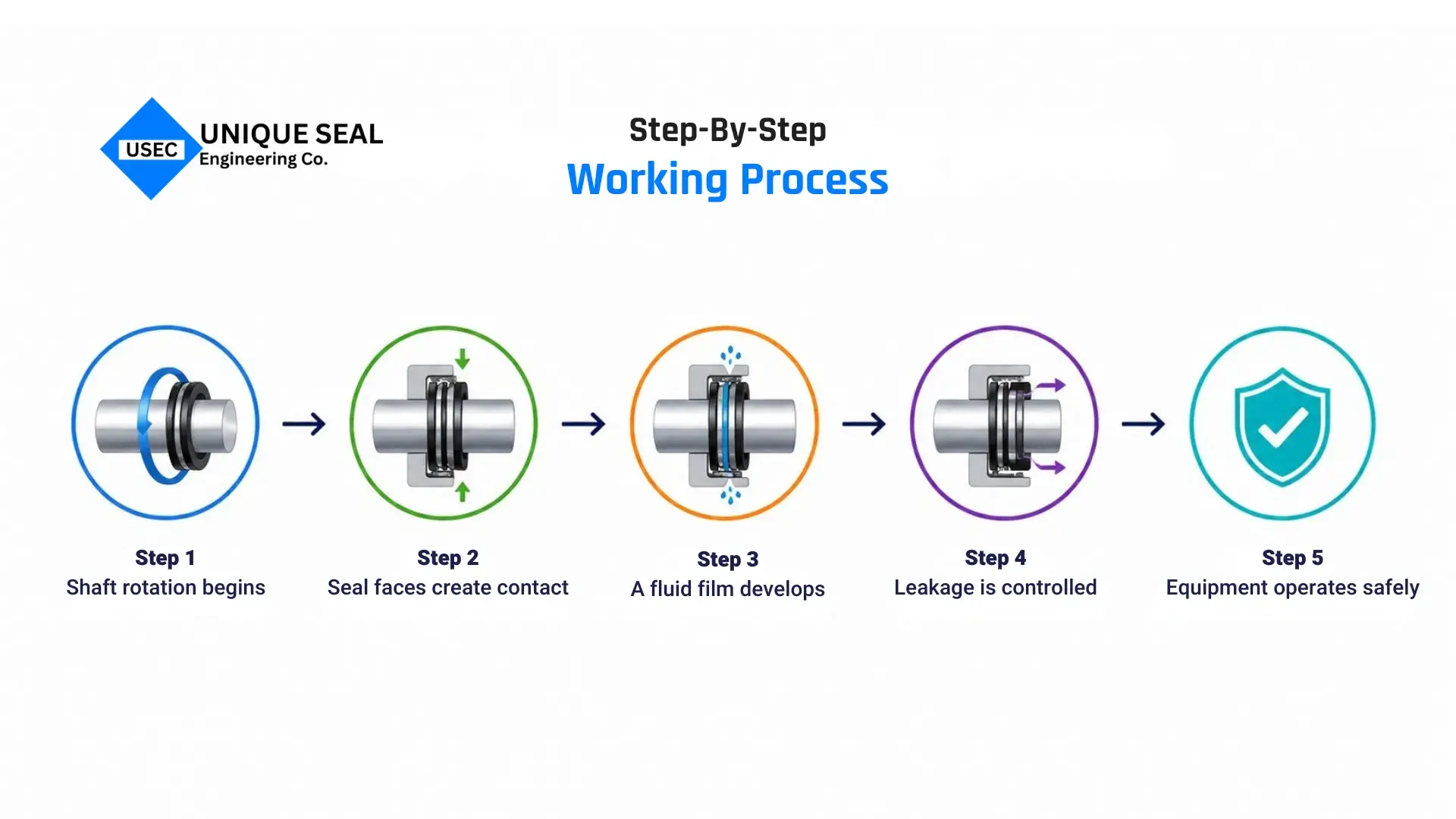
Let me walk you through exactly what happens when a sealed pump starts running.
Step 1: Shaft rotation begins
The pump motor starts, and the shaft begins to rotate.
The rotating seal face moves with the shaft while the stationary face remains fixed in position.
Step 2: Seal faces create contact
The spring or springs apply a controlled force that pushes the rotating face against the stationary face.
The two precision-lapped surfaces come into controlled contact.
Step 3: A fluid film develops
A small amount of process fluid enters the interface between the seal faces.
This creates a stable fluid film that:
-
Lubricates the seal faces
-
Reduces friction
-
Carries away heat generated during operation
Step 4: Leakage is controlled
The gap between the seal faces is measured in microns.
Because the fluid film is extremely thin, leakage is reduced to near-zero levels under normal operating conditions.
Step 5: Equipment operates safely
The shaft continues rotating.
The pump continues operating.
The process fluid remains contained within the system.
Why are seal faces critical?
The seal faces are the most important components in a mechanical seal.
If the faces are not perfectly flat, leakage increases.
If the faces overheat, they can distort and lose sealing performance.
If the faces run dry, even briefly, they can crack, chip, or fail completely.
This is why seal faces are precision-lapped to extremely high levels of flatness, often measured in light bands using optical inspection methods.
Common seal face materials
The material combination used for the seal faces depends on the application, operating conditions, and process fluid.
Common seal face materials include:
-
Carbon Graphite
-
Ceramic
-
Silicon Carbide
-
Tungsten Carbide
Each material offers different advantages in terms of wear resistance, chemical compatibility, thermal performance, and durability.
The right face material combination can help a mechanical seal operate reliably for years.
The wrong combination can significantly reduce seal life and lead to premature failure.
Main parts of a mechanical seal and their functions
A mechanical seal looks deceptively simple from the outside.
Pull one apart and you'll find a precise assembly of components, each with a specific job to do.
Let's walk through them.
Seal faces

The two primary sealing surfaces.
One rotates with the shaft, the rotating face. One is fixed to the seal housing, the stationary face.
These are the most critical components in the entire assembly. They are precision-lapped to extreme flatness, typically within 1 to 3 light bands.
Common face material combinations
-
Carbon-graphite (rotating) vs ceramic alumina (stationary): Standard water and light fluid service
-
Carbon-graphite vs silicon carbide: Higher pressure and temperature applications
-
Silicon carbide vs silicon carbide: Abrasive slurry and aggressive chemical service
-
Carbon-graphite vs tungsten carbide: High-load or high-speed applications
The hard/soft pairing is the standard approach. A softer carbon face mates against a harder seat, allowing controlled wear on the sacrificial face without damaging both surfaces simultaneously.
Springs

Springs maintain constant closing force between the seal faces during operation.
Without spring load, the faces would separate under hydraulic pressure, and leakage would follow immediately.
Common spring designs
-
Single coil springs
-
Multiple peripheral springs
-
Wave springs
Each design is suited to different speed, pressure, and fluid conditions.
Secondary seals (O-rings and gaskets)

The primary seal faces handle the main sealing function.
Secondary seals prevent leakage between the rotating face and the shaft sleeve, and between the stationary face and the gland plate.
These components typically include O-rings, U-cups, V-rings, or wedge gaskets depending on the seal design.
Common secondary seal materials
-
Nitrile (NBR): Water, oils, and petroleum products
-
EPDM: Hot water, steam, and many chemical applications
-
Viton (FKM): Aggressive chemicals, fuels, and high-temperature service
-
PTFE: Highly corrosive fluids where elastomers are not suitable
Always verify elastomer compatibility with the process fluid before finalizing seal selection.
Sleeve
The sleeve protects the pump shaft from wear, corrosion, and mechanical damage within the sealing area.
It provides a precision surface for the rotating seal assembly to operate on.
In cartridge seal designs, the sleeve also carries the complete rotating assembly as a pre-assembled unit.
When the seal wears out, the sleeve is typically replaced with the seal rather than replacing the entire shaft.
Gland plate

The gland plate mounts the stationary seal assembly to the pump casing or stuffing box.
It provides the fixed reference point for the stationary face and supports the seal assembly during operation.
In double seal arrangements, the gland plate may also include ports for barrier or buffer fluid connections.
Drive collar

The drive collar connects the rotating seal assembly to the shaft.
Its primary functions are:
-
Transmitting torque from the shaft to the rotating seal face
-
Maintaining the correct axial position of the rotating assembly
-
Supporting installation settings in cartridge seal designs
In many cartridge seals, the drive collar also carries the setting clips used during installation.
Types of mechanical seals

Not every application needs the same seal design.
A clean water pump in a municipal treatment facility has very different requirements from a reactor handling aggressive solvents at 180°C.
That's why mechanical seals are available in several design types, classified by arrangement, spring design, construction method, and secondary sealing approach.
Here's a high-level overview of each.
Based on seal arrangement
Seal arrangement refers to the number of sealing interfaces used within a mechanical seal and how they are configured. This classification is important because it directly affects leakage control, operational safety, and suitability for different process fluids.
The choice between a single or double mechanical seal typically depends on the fluid being handled, environmental requirements, and the consequences of seal failure.
Single mechanical seals
One set of seal faces between the process fluid and the atmosphere.
The simplest, most cost-effective design. Widely used for clean, non-hazardous fluids where a small amount of vapour emission to the atmosphere is acceptable.
The most common mechanical seal type found in industrial pumps worldwide.
Double mechanical seals
Two sets of seal faces are arranged in series, either back-to-back (pressurised barrier fluid, API Plan 53) or face-to-face (unpressurised buffer fluid, API Plan 52), with a clean barrier or buffer fluid maintained between the two seal assemblies.
Used when handling hazardous, toxic, flammable, or environmentally regulated fluids where zero leakage to atmosphere is non-negotiable.
More complex. Higher initial cost. Worth every rupee when the process demands it.
Based on spring design
The spring system in a mechanical seal maintains the closing force between the rotating and stationary seal faces. Different spring designs influence seal performance, face tracking, wear characteristics, and the ability to operate in challenging process conditions.
The two most common spring configurations are single spring and multi-spring designs.
Single spring seals
One large coil spring maintains face closing load.
Simple. Robust. Easy to install and inspect. The large spring diameter is less prone to clogging by scale, crystallising deposits, or particulate, making it a good choice for fluids that would foul a tightly wound multi-spring assembly.
Related: Single Spring Mechanical Seal Installation Guide
Multi-spring seals
Multiple small springs arranged symmetrically around the circumference of the rotating assembly.
More uniform spring load distribution across the seal face. Better face tracking during shaft deflection or axial movement. Preferred for higher shaft speeds and larger shaft diameters where uniform face loading is critical.
Based on construction
Mechanical seals can also be classified based on how they are manufactured, supplied, and installed. This classification affects installation complexity, maintenance requirements, and the risk of installation-related failures.
The two most common construction types are cartridge mechanical seals and component mechanical seals.
Cartridge mechanical seals
A pre-assembled, self-contained seal unit. The complete assembly, including the rotating face, stationary face, springs, sleeve, gland plate, and drive collar, comes factory-set and ready to install.
No critical measurements during installation.
No setting dimensions to calculate.
No risk of incorrect face compression.
Mount it. Tighten the drive collar set screws. Remove the setting clips. Done.
Cartridge mechanical seals are the right choice for critical applications, high-value equipment, or wherever installation errors cannot be afforded.
Component mechanical seals
Individual components assembled in-situ by a technician during installation.
More flexibility for non-standard shaft or stuffing box dimensions. Lower component cost. But they require experienced installation personnel and careful attention to setting dimensions.
A component seal installed incorrectly fails quickly. For critical or hazardous applications, cartridge designs remove that risk entirely.
Based on secondary sealing design
Secondary sealing design refers to how the seal compensates for face wear, shaft movement, and thermal expansion during operation. The key difference lies in how the secondary sealing element behaves as the seal faces wear over time.
The two primary designs are pusher and non-pusher mechanical seals.
Pusher mechanical seals
In pusher mechanical seals, the rotating face is sealed using an O-ring. The O-ring moves axially along the shaft sleeve. It slides back and forth during operation. This movement helps compensate for seal face wear and axial shaft movement.
Works well for the vast majority of standard applications. More affordable. Widely available.
"But why would you NOT use a pusher seal?"
Good question.
In fluids that crystallise, polymerise, or carry sticky deposits, that sliding O-ring can hang up on the sleeve, preventing the face from tracking properly. The result is face lift-off and leakage.
Non-pusher mechanical seals
Non-pusher mechanical seals use a flexible bellows element, either metal bellows or elastomeric bellows, instead of a dynamic O-ring.
The bellows absorbs all axial movement without any sliding component on the shaft.
No dynamic O-ring to hang up.
No deposits causing face tracking issues.
Better for high-temperature applications, crystallising or polymerising fluids, cryogenic service, and applications requiring very low operating torque.
Where are mechanical seals used?

Mechanical seals are used in a wide range of industrial equipment where rotating shafts interact with liquids, gases, or process fluids. Their ability to prevent leakage, improve reliability, and support safe operations makes them an essential component across many industries.
From pumps and compressors to reactors and processing equipment, mechanical seals play a critical role in keeping systems running efficiently.
Pumps
The single most common application.
Every centrifugal pump, submersible pump, multistage pump, and process pump needs some form of shaft sealing. Mechanical seals are the standard choice for anything beyond the most basic low-pressure, non-critical service.
More on this in the dedicated section below.
Compressors
High-pressure gas compression creates extreme sealing demands.
Mechanical seals, particularly dry gas seal technology, handle the challenges of high-speed rotating compressor shafts in oil and gas, petrochemical, and refrigeration applications.
Mixers and agitators
Mixers present a unique challenge. The shaft often runs vertically, the process is frequently a slurry or high-viscosity mixture, and the equipment may operate under vacuum or elevated pressure.
Mechanical seals for agitator applications are designed specifically for these conditions, including designs that handle bottom-entry shaft configurations.
Reactors
Chemical and pharmaceutical reactors require sealed shaft entries that perform reliably under both pressure and vacuum, often at elevated temperatures.
A seal failure in a reactor isn't just a maintenance issue. It can compromise an entire production batch, and in pharmaceutical manufacturing, that can be extremely costly.
Water treatment systems
Municipal water treatment, desalination, and wastewater management rely on large-volume pump installations operating continuously.
Mechanical seals help ensure reliable operation, reduced leakage, and minimal maintenance downtime, which is critical for infrastructure and utility services.
Chemical processing equipment
Chemical processing applications often involve corrosive, hazardous, or aggressive fluids that place significant demands on sealing systems.
Acid transfer pumps, solvent handling systems, and chemical circulation equipment require mechanical seals designed for specific operating conditions and chemical compatibility.
Material selection, including seal faces, elastomers, springs, and sleeves, must be matched carefully to the process fluid.
Food and pharmaceutical equipment
Food, beverage, and pharmaceutical processes require high levels of cleanliness and contamination control.
Mechanical seals used in these industries are often designed to support clean-in-place (CIP) and sterilize-in-place (SIP) procedures while meeting hygiene and regulatory requirements.
FDA-compliant elastomers, hygienic seal designs, and corrosion-resistant materials help ensure product quality and process safety.
Mechanical seals in pumps

Pumps are the most common application for mechanical seals. Whether it's a water pump, chemical process pump, slurry pump, or centrifugal pump, an effective sealing system is essential for preventing leakage and ensuring reliable operation.
Because pumps operate under pressure and rely on rotating shafts, mechanical seals have become the preferred sealing solution across most industrial pumping applications.
Why pumps need mechanical seals
Pumps move fluid.
By definition, they create a pressure difference between the inside of the casing and the outside.
And the rotating shaft, spinning at anywhere from 1,450 to 3,000 RPM in most industrial centrifugal pumps, exits that pressurized casing through a stuffing box.
That joint must be sealed.
Mechanical seals seal it reliably, efficiently, and for far longer than most traditional alternatives.
Mechanical seal in centrifugal pumps
Centrifugal pumps are the workhorses of process industries worldwide.
Water, chemicals, petroleum products, fertilizer solutions, and slurries all move through centrifugal pumps every day.
The mechanical seal in a centrifugal pump sits in the stuffing box, surrounding the shaft between the impeller and the bearing housing. The seal faces operate in contact with the process fluid and rely on that fluid for lubrication and cooling.
Factors affecting centrifugal pump seal selection
-
Fluid type, viscosity, and temperature
-
Operating pressure and shaft speed
-
Pump orientation, whether horizontal or vertical
-
Industry standards such as API 682
For standard water service pumps, a single component seal or cartridge seal with carbon-ceramic faces is often sufficient.
For chemical process pumps, material compatibility becomes a critical consideration.
Mechanical seal for water pumps
Water pump applications may seem simple, but seal performance can still be affected by operating conditions and water quality.
For municipal water systems, irrigation pumps, and building service pumps, a standard single mechanical seal with carbon and ceramic faces is often the preferred solution.
Reliable. Long-running. Low maintenance.
Common causes of water pump seal failure

Aeration
Air entrainment disrupts the fluid film between the seal faces. Without proper lubrication, the faces can overheat and wear prematurely.
Hard water deposits
Calcium and magnesium deposits can accumulate on seal faces and spring assemblies, reducing sealing effectiveness over time.
Grit and suspended solids
Fine particles can scratch seal faces and accelerate wear, especially in submersible and borehole pumps.
Dry running
Operating a pump without sufficient liquid at startup can damage seal faces within seconds.
Water pump seal selection should always consider water quality in addition to flow rate and pressure.
Common pump sealing challenges

Even a high-quality mechanical seal can fail if underlying equipment problems are not addressed.
Cavitation damage
Pressure fluctuations inside the pump can create vapor bubbles that collapse near the seal faces.
Over time, these micro-impacts can damage seal components and reduce service life.
Shaft misalignment
Misalignment between the pump and driver causes uneven loading across the seal faces.
This can lead to increased wear, leakage, and premature failure.
Excessive vibration
Vibration from worn bearings, unbalanced impellers, or unsupported pipework can transfer directly into the seal assembly.
The result is increased face wear and reduced seal reliability.
Crystallizing fluids
Some process fluids leave deposits as they cool or evaporate.
These deposits can interfere with seal movement, especially in pusher seal designs, leading to leakage and reduced performance.
The key takeaway is simple:
When a mechanical seal fails, replacing the seal alone is rarely enough. Identifying and correcting the root cause is essential for achieving long-term reliability.
Benefits of using mechanical seals

Mechanical seals have become the preferred sealing solution across industries because they offer significant advantages over traditional sealing methods.
From reducing leakage to improving equipment reliability, the benefits extend far beyond simply keeping fluid inside the system.
Reduced leakage
A properly installed mechanical seal in good condition leaks at a rate measured in drops per hour, or less.
Compare that to gland packing, which leaks continuously by design.
For hazardous or environmentally sensitive fluids, the difference isn't just operational. It's often a compliance requirement.
Improved equipment reliability
With no shaft wear from packing friction, no bearing housing corrosion from constant dripping, and no need for regular manual adjustment, equipment operates more reliably.
The result is:
-
Fewer unplanned shutdowns
-
Longer bearing life
-
Extended shaft sleeve life
-
More consistent equipment performance
Lower maintenance requirements
Traditional packing systems require regular inspection, tightening, and replacement.
Mechanical seals are designed to operate for extended periods with minimal intervention.
A quality mechanical seal can often run through scheduled maintenance intervals without requiring adjustment, helping reduce maintenance workload and labour costs.
Better safety and environmental compliance
Industries handling hazardous, toxic, or environmentally regulated fluids must meet strict safety and emissions requirements.
Mechanical seals are specifically designed to support compliance with standards such as:
-
API 682
-
ATEX
-
ISO 21049
-
Pharmaceutical GMP guidelines
In many applications, mechanical seals are the only practical way to achieve the required level of leakage control.
Longer equipment life
Mechanical seals help protect surrounding equipment components from damage caused by leakage and contamination.
Benefits include:
-
Reduced shaft wear
-
Cleaner bearing housings
-
Less corrosion around equipment
-
Improved long-term equipment condition
In many cases, the protection a mechanical seal provides to pumps and rotating equipment is just as valuable as its sealing function.
Improved operational efficiency
By minimizing leakage, reducing maintenance requirements, and supporting reliable equipment operation, mechanical seals contribute to overall plant efficiency.
Less downtime, lower maintenance costs, and improved process reliability can have a significant impact on long-term operating performance, especially in facilities running multiple pumps and rotating equipment systems.
Common causes of mechanical seal failure

A correctly specified and installed mechanical seal can provide reliable performance for years. However, when seals fail prematurely, the root cause is often related to operating conditions, installation issues, or application-specific challenges.
Understanding these common failure modes can help improve seal life and reduce unplanned downtime.
Dry running
The most common cause of premature mechanical seal failure and one of the easiest to prevent.
Without a fluid film between the seal faces, friction generates extreme heat almost instantly. Seal faces can crack, blister, chip, or shatter within minutes and sometimes within seconds.
How to prevent dry running
-
Verify liquid is present before startup
-
Install dry-run protection systems
-
Use low-flow or low-level shutdown interlocks on critical equipment
-
Ensure seal flush systems are functioning correctly
Improper installation
Even a high-quality seal can fail quickly if it is installed incorrectly.
Common installation issues include:
-
Incorrect setting dimensions
-
Incorrect face orientation
-
Damaged O-rings during assembly
-
Improper tightening of drive collar set screws
Cartridge mechanical seals help reduce many of these risks because the complete assembly is factory-set before installation.
Misalignment
Shaft misalignment between the pump and driver can create uneven loading across the seal faces.
As the shaft rotates, the seal faces may lose uniform contact, leading to increased wear and leakage.
Even small alignment errors can significantly reduce seal life.
Best practice
Always verify shaft and coupling alignment after installation, maintenance, or equipment relocation.
Excessive vibration
Vibration from worn bearings, unbalanced impellers, loose foundations, or piping stresses can transfer directly into the seal assembly.
This causes face instability and intermittent separation between the seal faces, accelerating wear and reducing sealing effectiveness.
Common vibration sources
-
Unbalanced rotating components
-
Bearing failure
-
Pipe strain
-
Loose baseplates
-
Cavitation
Replacing the seal alone rarely solves vibration-related failures. The root cause must be corrected.
Chemical incompatibility
Material compatibility is critical in chemical processing applications.
The wrong elastomer or seal face material can deteriorate rapidly when exposed to incompatible process fluids.
Potential problems include:
-
Elastomer swelling
-
Hardening or cracking
-
Corrosion
-
Surface degradation
-
Premature leakage
Always verify compatibility between the process fluid and all wetted seal components before finalizing seal selection.
Abrasive process fluids
Applications involving slurries, pulp, mineral processing streams, fertilizer solutions, or suspended solids can cause accelerated seal wear.
Abrasive particles continuously pass across the seal interface, gradually wearing down seal faces and secondary sealing elements.
Recommended approach for abrasive services
For abrasive applications, hard face combinations such as silicon carbide versus silicon carbide are often preferred because they provide significantly greater wear resistance than standard carbon-ceramic combinations.
Proper flush arrangements can also help remove abrasive particles from the seal environment and improve service life.
Preventing premature mechanical seal failure
Most mechanical seal failures are symptoms of a larger issue rather than the root problem itself.
Whether the cause is dry running, misalignment, vibration, chemical incompatibility, or abrasive wear, identifying and correcting the underlying condition is essential for achieving long-term seal reliability.
How to choose the right mechanical seal

Selecting the right mechanical seal is critical for achieving reliable performance, minimizing downtime, and maximizing seal life.
Before specifying a seal, evaluate the following factors carefully.
Operating pressure
The seal must be capable of handling the maximum operating pressure within the system.
This includes:
-
Normal operating pressure
-
Startup conditions
-
Shutdown conditions
-
Pressure surges and transient events
Higher-pressure applications may require more robust seal designs or double mechanical seal arrangements.
Temperature
Operating temperature has a direct impact on seal performance and material selection.
Seal faces, elastomers, springs, and metal components all have specific temperature limitations.
When selecting a seal, consider:
-
Normal operating temperature
-
Startup temperature
-
Maximum process temperature
-
Temperature fluctuations during operation
Shaft speed
Seal design and material combinations must be suitable for the shaft speed of the equipment.
Higher shaft speeds generate additional heat and place greater demands on seal faces and springs.
Multi-spring seals are often preferred for high-speed applications because they provide more uniform face loading.
Fluid compatibility
Material compatibility is one of the most important aspects of seal selection.
Every component exposed to the process fluid should be compatible with the application, including:
-
Seal faces
-
O-rings and elastomers
-
Springs
-
Sleeves
-
Gland plate materials
Chemical compatibility should always be verified before finalizing the seal specification.
Equipment type
Different types of rotating equipment require different sealing solutions.
For example:
-
Pumps
-
Mixers
-
Agitators
-
Compressors
-
Reactors
Each application has unique operating conditions, shaft configurations, and sealing requirements that influence seal selection.
Regulatory requirements
Many industries operate under specific safety, environmental, or quality standards.
Depending on the application, you may need to consider:
-
API 682
-
ATEX
-
ISO 21049
-
FDA requirements
-
Pharmaceutical GMP standards
Compliance requirements should be reviewed early in the selection process to ensure the chosen seal meets all applicable standards.
A practical seal selection checklist
Before selecting a mechanical seal, make sure you can answer the following questions:
✔ What is the operating pressure?
✔ What temperature range will the seal experience?
✔ What is the shaft speed?
✔ Is the process fluid chemically compatible with the seal materials?
✔ What type of equipment is the seal being used on?
✔ Are there any industry standards or regulatory requirements that must be met?
Getting these factors right from the beginning can significantly improve seal reliability, reduce maintenance costs, and extend equipment life.
Looking for the right mechanical seal for your application?
Now that you understand what a mechanical seal is, how it works, its key components, different types, applications, and selection factors, you're in a much better position to choose the right sealing solution for your equipment.
However, selecting a mechanical seal isn't just about matching a part number. Operating pressure, temperature, shaft speed, fluid characteristics, equipment design, and compliance requirements all play a role in determining which seal will deliver the best performance and service life.
 Unique Seal provides mechanical seal solutions designed to support reliable performance across a wide range of industrial applications.
Unique Seal provides mechanical seal solutions designed to support reliable performance across a wide range of industrial applications.
At Unique Seal Engineering Co., we help engineers, maintenance teams, OEMs, and industrial buyers select reliable mechanical sealing solutions for a wide range of applications. Whether you need a single mechanical seal, double mechanical seal, cartridge seal, pusher seal, non-pusher seal, or a custom-engineered solution, our team can help you identify the right option based on your operating conditions and performance requirements.
With years of experience serving industries such as chemical processing, water treatment, pharmaceuticals, food manufacturing, and general engineering, we understand the challenges that industrial equipment faces every day and the importance of choosing a seal that performs reliably over the long term.
If you're evaluating a new application, replacing an existing seal, or looking to improve equipment reliability, our team is ready to help.
Get your free quote today and speak with the experts at Unique Seal Engineering Co. to find the right mechanical seal for your application.
Frequently asked questions about mechanical seals
What is a mechanical seal?
A mechanical seal is a device used to prevent fluid leakage along the rotating shaft of equipment such as pumps, compressors, mixers, and agitators. It creates a sealing interface between rotating and stationary components while allowing the shaft to rotate freely.
How does a mechanical seal work?
A mechanical seal works by pressing two precision-lapped seal faces together under spring load. A thin fluid film forms between the faces, helping lubricate, cool, and seal the interface while minimizing leakage.
What are the main parts of a mechanical seal?
The main components of a mechanical seal include seal faces, springs, O-rings or gaskets, a sleeve, a gland plate, and a drive collar. Each component plays a specific role in maintaining sealing performance and reliability.
What are the different types of mechanical seals?
Mechanical seals can be classified as single or double seals, cartridge or component seals, single spring or multi-spring seals, and pusher or non-pusher seals. The best option depends on the application and operating conditions.
Why are mechanical seals used in pumps?
Pumps use mechanical seals to prevent fluid leakage where the rotating shaft exits the pump casing. Mechanical seals help improve reliability, reduce maintenance requirements, and support safe equipment operation.
What is the difference between a mechanical seal and gland packing?
Mechanical seals provide near-zero leakage using precision seal faces, while gland packing controls leakage using compressed packing material around the shaft. Mechanical seals typically offer better efficiency, lower maintenance requirements, and longer service life.
How long does a mechanical seal last?
The service life of a mechanical seal depends on operating conditions, fluid characteristics, installation quality, and maintenance practices. In many industrial applications, a properly selected and installed seal can operate reliably for several years.
What causes mechanical seal failure?
Common causes of mechanical seal failure include dry running, improper installation, shaft misalignment, excessive vibration, chemical incompatibility, and abrasive process fluids. Identifying the root cause is essential to preventing repeat failures.