Pump Mechanical Seals: Types, Working & Selection Guide
When something works perfectly every day, we rarely think about it.
A car starts with one key turn. A tap gives water when you open it. A machine keeps running without any trouble.
But the moment something stops working, we realize how important even the smallest parts are.
The same happens with industrial pumps.
A pump may look like one complete machine, but its performance depends on many small components. One of the most important is the mechanical seal. It helps control leakage and keeps the pump running smoothly.
In this guide, you'll learn about different types of mechanical seals for pumps, how they work, how to choose the right one, and where they are commonly used.
Let’s get started.
What is a mechanical seal in a pump?
A mechanical seal in a pump is a shaft sealing device that prevents liquid from leaking where the rotating shaft passes through the pump casing. It creates a reliable seal between stationary and rotating components while allowing the shaft to rotate smoothly.
Why mechanical seals are used in pumps
Mechanical seals are used because they provide better sealing than traditional packing. They reduce leakage, minimize friction, and lower energy loss in pumps. They also help protect the environment by preventing hazardous fluid leaks.
Where mechanical seals are located in a pump
A mechanical seal is installed between the pump shaft and the pump casing. It sits in the seal chamber near the impeller. This position allows it to block fluid from escaping along the rotating shaft.
The working mechanism of mechanical seals in pumps

Mechanical seals work by creating a tight barrier between moving and stationary parts of the pump. Their performance depends on proper alignment, smooth seal faces, and controlled pressure. A small fluid film between the faces helps lubrication and reduces wear.
How seal faces create a leak-proof barrier
The rotating and stationary seal faces are pressed together with high precision. Their extremely smooth surfaces create a near-perfect seal. This prevents fluid from passing through while still allowing minimal movement.
Role of fluid film between seal faces
A very thin layer of pumped fluid forms between the seal faces. This fluid film acts as a lubricant, reducing friction and heat generation. It also helps maintain stable sealing without direct metal-to-metal contact.
How shaft rotation affects sealing performance
As the shaft rotates, the seal faces slide against each other. Proper balance and alignment ensure smooth operation. If the shaft wobbles or vibrates, it can damage the seal and cause leakage.
Essential components that make a mechanical seal work

A mechanical seal is not a single piece but a combination of multiple components. Each part has a specific function in maintaining proper sealing. If any component fails, the entire seal may stop working effectively.
Primary (rotating) seal ring
This part is attached to the rotating pump shaft. It moves along with the shaft and makes contact with the stationary ring. It is usually made of hard materials like carbon or ceramic.
Mating (stationary) seal ring
This ring remains fixed inside the pump casing. It provides a smooth surface against which the rotating ring slides. It is often made from materials like silicon carbide or tungsten carbide.
Secondary sealing elements (O-rings and gaskets)
These components prevent leakage around the seal faces. They help seal gaps between different parts of the mechanical seal. O-rings are commonly made from rubber or elastomer materials.
Springs, drive pins, and holders
Springs apply constant pressure between the seal faces. Drive pins ensure the rotating ring moves with the shaft. Holders keep all components properly aligned inside the seal assembly.
Factors that determine the choice of mechanical seal

Not every mechanical seal fits every pump application. The correct selection depends on fluid properties, operating conditions, and safety needs. Choosing the wrong seal can lead to frequent failures and costly downtime.
Nature of the pumped fluid
The type of fluid affects seal material selection. Corrosive, abrasive, or high-viscosity fluids require special seals. Clean water applications may use simpler and cost-effective seal designs.
Operating pressure of the pump
High-pressure pumps need balanced mechanical seals. Low-pressure systems can work with unbalanced seals. Pressure variations also influence seal face loading and durability.
Temperature conditions in the system
Extreme temperatures can damage seal materials. High temperatures require heat-resistant seals. Low temperatures may require flexible materials that do not become brittle.
Safety and environmental considerations
Hazardous or toxic fluids require double mechanical seals. These prevent leakage and protect workers and the environment. Industries like chemical and oil refining prioritize safety in seal selection.
Core types of mechanical seals used in pumps
Mechanical seals are designed in different ways to handle various operating conditions. Some seals provide flexibility, some are designed for high pressure, and others work better in clean or contaminated fluids. Knowing these core types helps in selecting the correct seal for reliable and long-term performance.
Pusher mechanical seals - flexible spring-loaded design

Pusher seals use springs to maintain constant contact between seal faces. The seal adjusts automatically to compensate for wear. This makes them suitable for many standard pump applications.
They are cost-effective and easy to install. However, they may be affected by dirty or abrasive fluids. Excessive friction and contamination can reduce their service life.
They are commonly used in water pumps, light chemical pumps, and general industrial applications.
Non-pusher (bellows) mechanical seals - self-adjusting design

Bellows seals use a flexible metal or elastomer bellows instead of springs. This allows smooth movement and better compensation for wear. They work well in high-temperature and high-viscosity fluids. They are less affected by clogging compared to pusher seals and are widely used in chemical, oil, and high-temperature pump applications.
Balanced mechanical seals - designed for high pressure

Balanced mechanical seals are specially designed for high-pressure applications. In many industrial pumps, high pressure creates extra load on seal faces, which can increase friction and heat.
Balanced seals reduce the pressure acting on the seal faces. This helps minimize friction and heat generation. Lower face load improves seal life and reliability. Because of this, balanced seals are widely used in high-pressure pumps in oil, gas, and chemical industries.
Unbalanced mechanical seals - simple and cost-effective

Unlike balanced seals, unbalanced mechanical seals have a simpler design. They are commonly used in applications where pressure is lower and operating conditions are less demanding.
These seals have fewer components, which makes them easy to manufacture and maintain. They work best in low-pressure and clean fluid applications such as water pumps and utility services.
Mechanical seals based on installation arrangement
Mechanical seals can also be classified based on how they are installed in the pump. Some provide basic sealing, while others offer advanced protection. Installation type affects performance, safety, and maintenance.
Single mechanical seals - basic sealing solution

A single seal has one set of seal faces. It is the simplest and most common type of mechanical seal.
It is cost-effective and easy to install but not suitable for hazardous fluids.
Double mechanical seals - enhanced safety and reliability

A barrier fluid is used between two seals to prevent leakage. It also cools and lubricates the seal faces.
Chemical, pharmaceutical, and oil industries commonly use double seals for safety.
Cartridge mechanical seals - easy installation and maintenance

Cartridge mechanical seals are designed to make installation easier and reduce errors. These seals come as a complete pre-assembled unit, which helps ensure correct alignment.
They reduce installation mistakes, save maintenance time, and improve reliability. Cartridge seals also help protect the shaft and reduce maintenance effort. Because of these advantages, they are widely used in modern industrial pumps.
Advanced and special mechanical seal designs
Some pumps operate under extreme conditions such as high temperature, corrosive fluids, or large shaft sizes. Standard seals may not perform well in these situations. Special mechanical seal designs are used to handle these demanding conditions and provide reliable sealing.
Metal bellows mechanical seals

Metal bellows mechanical seals use metal bellows instead of traditional springs. This design eliminates problems related to spring failure and improves reliability.
They are ideal for high-temperature and corrosive applications where standard seals may fail.
O-ring-mounted mechanical seals

These seals rely on O-rings for flexibility and sealing. They are commonly used in standard industrial pumps.
Split mechanical seals for large pumps

Split mechanical seals are specially designed for large industrial pumps. These seals can be installed without removing the pump shaft.
This makes maintenance easier and reduces downtime. They are ideal for large pumps where disassembly is difficult and time-consuming.
Industries that use mechanical seals

Mechanical seals are used in many industries because they help reduce leakage and keep equipment running smoothly. Different industries have different operating conditions, so the type of mechanical seal also changes. Here are some of the most common industries where mechanical seals are widely used.
Food & beverage industry
Clean production is very important in the food and beverage industry. These seals stop fluid from leaking and keep the production area clean. They also help keep food and drinks safe during production.
Oil & gas industry
The oil and gas industry works under high pressure and tough conditions. A good mechanical seal keeps oil and other fluids from leaking. This helps improve safety during operation.
Pharmaceutical industry
Every medicine must be made in a clean environment. A mechanical seal keeps the production process clean and prevents unwanted leaks. This helps produce safe and high-quality medicines.
Water & wastewater treatment
Pumps work all day in water and wastewater treatment plants. Good sealing helps pumps run smoothly without unwanted leaks. It also helps reduce repair work.
Pulp & paper industry
Paper production uses a large amount of water and different chemicals. The right seal keeps the machines running smoothly and helps prevent leaks. It is a good choice for continuous production.
Mechanical seals vs. traditional pump shaft seals
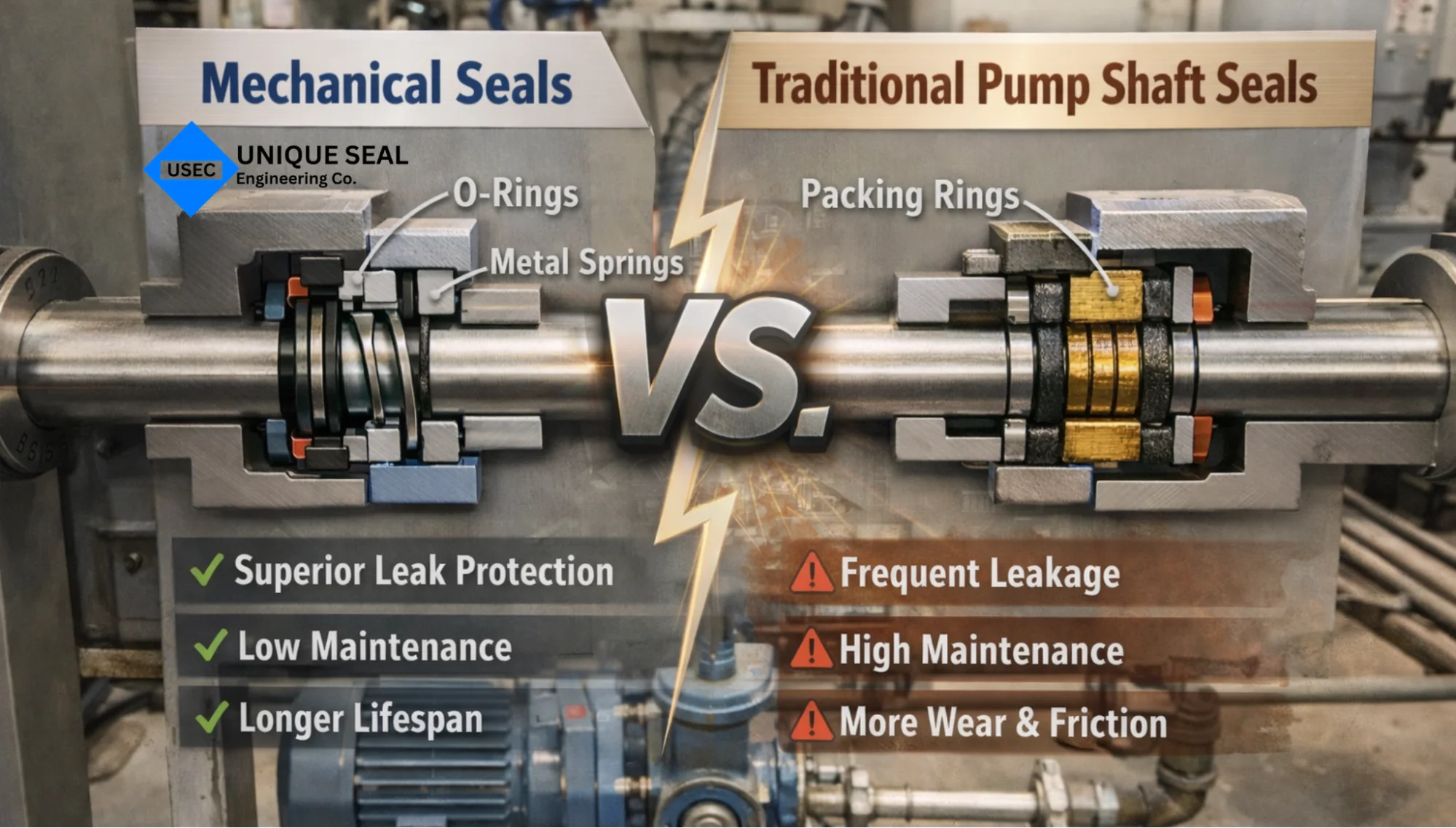
Although mechanical seals are widely used today, older shaft sealing methods are still used in some applications.
Before mechanical seals became standard, older sealing methods were widely used. They are still used in some industries but have limitations. Mechanical seals generally offer better performance and reliability.
Gland packing (conventional packing) - old sealing method
How it works
Braided packing material is compressed around the shaft to reduce leakage.
Where it is still used today
It is still used in slow-speed pumps and low-cost applications.
Lip seals - simple shaft sealing option
Working mechanism
Lip seals use a flexible rubber lip that contacts the rotating shaft.
Suitable applications
They are used in low-pressure and clean fluid applications.
How to prevent mechanical seal failure in pumps
Most seal failures occur due to improper operation or installation. Understanding failure causes helps prevent future issues. Regular inspection and correct selection improve seal life.
Failure due to dry running
Dry running happens when a pump operates without enough fluid or completely without liquid. Mechanical seals depend on a thin fluid film for lubrication and cooling. When this film is missing, friction between seal faces increases rapidly, generating heat. This heat can crack, warp, or burn the seal faces, leading to immediate leakage or complete seal failure. Dry running is one of the most common and most damaging causes of mechanical seal failure.
Damage from shaft misalignment
Shaft misalignment occurs when the pump shaft is not perfectly aligned with the motor or seal housing. This creates uneven pressure on the seal faces, causing one side to wear faster than the other. Misalignment also increases vibration, which weakens springs, loosens components, and reduces seal stability. Over time, this leads to premature wear, face damage, and leakage. Proper alignment is critical for long seal life.
Problems from incorrect installation
Even the best mechanical seal can fail if it is installed incorrectly. Common mistakes include damaging O-rings, scratching seal faces, improper tightening, or wrong positioning of components. Poor installation can cause excessive friction, vibration, or misalignment. It may also lead to uneven face contact, resulting in leakage soon after startup. Careful handling and correct installation procedures are essential for reliable performance.
Issues from wrong seal selection
Choosing a seal that does not match the pump’s operating conditions is a major cause of failure. If the seal material is not compatible with the fluid, it can corrode or degrade. If the seal is not designed for the pump’s pressure or temperature, it may wear out quickly or fail suddenly. Selecting the right seal based on fluid type, pressure, temperature, and application is crucial to avoid unnecessary breakdowns.
How to select the best mechanical seal for your pump
Choosing the right mechanical seal is important for every pump. The wrong seal can cause leakage, frequent repairs, and poor equipment performance. Before making a decision, there are a few important things you should check. The STAMPS framework makes this process simple and helps you choose the right mechanical seal for your application.
Size selection
The size of the mechanical seal should match your pump. The wrong size may cause leakage and poor performance. It may also wear out faster and need replacement sooner. Choosing the correct size helps the seal fit properly, work smoothly, and last longer.
Temperature check
Every mechanical seal is made for a specific temperature range. Very high or very low temperatures can affect its performance. Choosing the right seal for your operating temperature helps reduce problems and increase its service life.
Media (fluid) selection
The type of fluid also matters when choosing a mechanical seal. Water, oil, chemicals, and other fluids may need different types of seals. A seal that matches the fluid can work more, perform better and last longer.
Application type
Different applications need different types of mechanical seals. A seal that works well in one application may not be suitable for another. Matching the seal to the application helps avoid future problems.
Pressure requirements
Not every mechanical seal can handle the same pressure. Some pumps work under low pressure, while others run under much higher pressure. A suitable seal can handle the pressure better, improve performance, and help avoid unnecessary problems.
Shaft speed
Before selecting a mechanical seal, always check the shaft speed of your pump. A seal that is suitable for the operating speed can perform better and reduce the chances of early damage.
So which mechanical seal is the right choice for your pump?
Choosing the right mechanical seal may seem difficult at first, but it becomes much easier when you know what to look for. Understanding the different types, how they work, and where they are used can help you make a better choice for your pump.
A properly selected mechanical seal helps reduce leakage, keeps the pump running smoothly, and lowers maintenance needs. Taking a little time to choose the right seal can help avoid many problems later and improve the overall performance of your pump.
At Unique Seal, we design and manufacture high-quality mechanical seals built for real industrial conditions, long service life, and dependable performance. If you are unsure which mechanical seal best fits your pump system, our team is ready to assist you.
Contact Unique Seal to get a free quote and find the right sealing solution for your pump.
Frequently asked questions about mechanical seal for pumps
Which type of mechanical seal is best for a pump?
There is no single mechanical seal that is best for every pump. The right choice depends on factors like fluid type, pressure, temperature, shaft speed & the application. Every pump has different sealing requirements.
Can one mechanical seal be used for all pumps?
No, one mechanical seal cannot be used for every pump. Different pumps work under different conditions, such as fluid type, pressure, temperature and shaft speed. A seal that works well for one pump may not be suitable for another.
What are the signs of a failing mechanical seal?
Common signs include continuous leakage, unusual noise, excessive vibration, overheating, and poor pump performance. If you notice any of these signs, the seal should be inspected or replaced.
Can a mechanical seal be repaired?
Some mechanical seals can be repaired if only a few parts are damaged. However, if the seal faces are badly worn or cracked, replacing the seal is usually the better option. This helps avoid repeated problems and unexpected downtime.
Do mechanical seals need regular maintenance?
Mechanical seals need less maintenance than gland packing, but regular inspection is still important. Checking the seal from time to time helps identify small problems before they become major issues.
Is a mechanical seal suitable for high-pressure pumps?
Yes, but the seal should be designed for high-pressure applications. Using the correct seal helps improve performance and reduces the risk of leakage.